
Utforsker slipeteknologi for sementerte karbider
Utforsker slipeteknologi avsementerte karbider
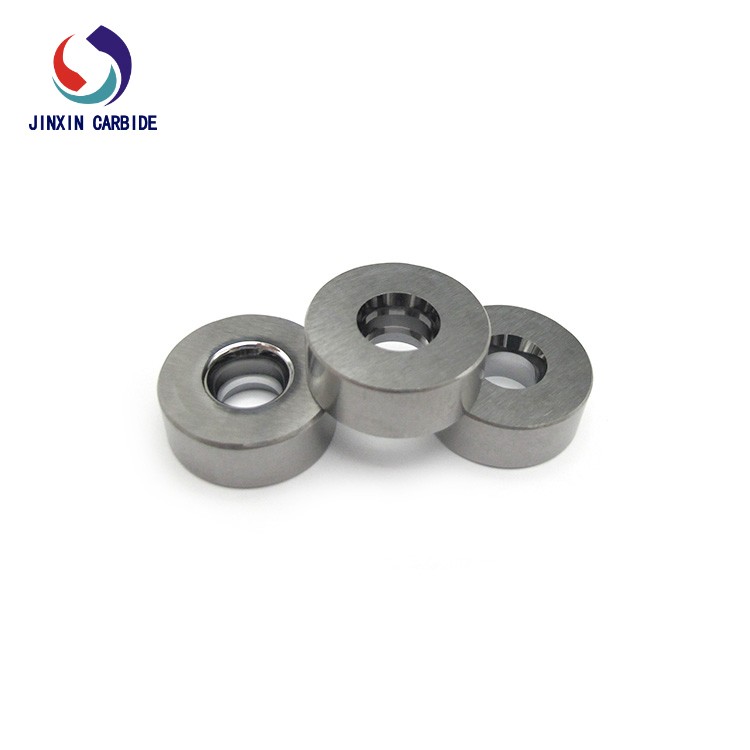
Bearbeiding av sementert karbid dørkan oppnås ved teknikker som sliping og elektrisk korrosjon. En detaljert forståelse av slipeteknologi kan bedre produsere arbeidsstykker og redusere defekter i prosessprosessen. La oss deretter gå inn i prosesserings- og slipeteknologien til hardmetallformer og avsløre mysteriet.
(1) Valg av slipeskive: Det kreves slipeskiver for sliping avhardmetallformer. Grovslipingen tar hovedsakelig hensyn til bearbeidingseffektiviteten. Partikkelstørrelsen på diamantslipeskiver kan velges fra 140#~170#; for finmaling bør behandling av legeringsformer vurderes. For dimensjonstoleranse og formtoleranse kan partikkelstørrelsen til diamantslipeskiven velges fra 170 # til 200 #; for polering vurderes overflateruheten hovedsakelig, partikkelstørrelsen til diamantslipeskiven kan velges fra 270 # til 325 #, og overflatekravene kan velges fra W32 til W40 Granulær diamantslipeskive, selvlaget poleringspasta
(2) Sliping: I ferd med å slipe sementertkarbidformer, velg et diamanthjul av passende størrelse. Hvis det ikke er en passende størrelse, kan du lage et ikke-standard slipehjul. I henhold til kvernens klembehov behandles en kvalifisert fast aksel på slipeskiven, og deretter blandes fosforsyre og kobberoksid jevnt og brukes som et bindemiddel, som er jevnt belagt på skjøteflaten til underlaget og underlaget. slipeskive. Etter at limingen er fullført, la den stå stille i en periode. Etter størkning, varm sakte opp fugeoverflaten med ild for å gjøre bindingen jevn og fast. La den avkjøles naturlig, og la den stå i 24 timer før bruk.
(3) Valg av skjærevæske: Skjærevæsken for sliping av hardmetallformer kan være en kommersielt tilgjengelig spesialemulsjon, eller natriumnitrittløsning. Bruk natriumnitrittløsning, løs opp kommersielt tilgjengelig natriumnitritt i vann fra springen og bland inn i natriumnitrittløsning. Ulempen med å bruke natriumnitrittløsning er at spor av alkalihvitt lett blir igjen på overflaten av arbeidsstykker av wolframstålform. Fjerningsmetoden er sliping Rengjør og tørk overflaten av arbeidsstykket i tide etter etterbehandling; Ulempen med å bruke en spesiell emulsjon er at en stor mengde skum vil bli generert under slipeprosessen, og det er vanskelig å observere slipeprosessen. Hver har sine fordeler og ulemper.

 Karbidvals Sementerte karbidvalsringer/karbidvals/wolfram
Karbidvals Sementerte karbidvalsringer/karbidvals/wolframWolframkarbidrullering er et metallurgis
 Tilpassbar wolframjiggfiskejigg
Tilpassbar wolframjiggfiskejigg97 % wolfram med høy tetthetRask produk
 wolframkarbiddannende dyse
wolframkarbiddannende dyseSementert hardmetall for kaldkurs: presi
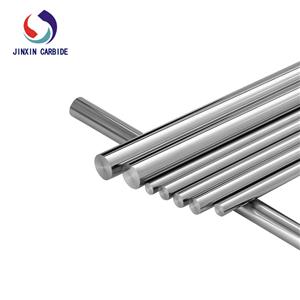 Hardmetallskjæreverktøy for sliping av hardmetall/runde hardmetallstenger, Cermet metallstenger
Hardmetallskjæreverktøy for sliping av hardmetall/runde hardmetallstenger, Cermet metallstenger1. 100 % jomfruelig råmateriale2. Høy
 JX174 Avtakbare innskruede dekkpigger Hjulsnø Karbidpigger
JX174 Avtakbare innskruede dekkpigger Hjulsnø KarbidpiggerJinxin-bolter er mye brukt i Nord-Europa
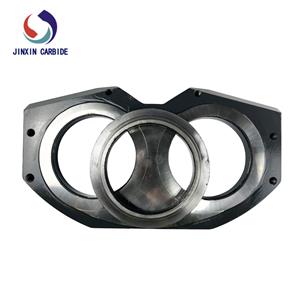 Sliteplate og ring for betongpumpe
Sliteplate og ring for betongpumpe1. Vare: sliteplate og skjærering for b
| WeChat/telefon : | +86 15573301853 |
|---|---|
| Fax : | +86-731-22332243 |
| Email : | jinxin012@ojinxin.com |