
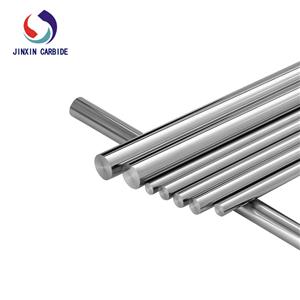
Kjenner du til produksjonsprosessen av wolframkarbidstenger
Zhuzhou Jinxin Cemented Carbide Co.ltd er en spesiellwolframkarbidstengerprodusent og eksportør de siste 10 årene.Vi er veldig stolte av våre mer enn 10 års vellykkede erfaringer med å levere våre høykvalitets wolframkarbidstenger med god service til de mest konkurransedyktige prisene. som for hverwolframkarbidstengermå gjennom følgende prosess,

1) Råvare
Sheelitt eller wolframitt er det wolframholdige mineralet. Ammonium-Para Tungsten er begynnelsesråstoffet i vår produksjon.De"Våt"prosessen er det første trinnet som involverer en sekvens av oppløsninger, utfellinger og separasjoner.
2) Reduksjon
Etter en varm reduksjon av APT i hydrogen får vi rent wolframpulver (W). Ved å variere reduksjonsprosessen kornstørrelsen på wolframkraften kan kontrolleres innen ca.1-20um
3) Karburisering
Wolfram og karbon blandes i riktige proporsjoner. Blandingen oppvarmes til høy temperatur i hydrogen under dannelse av wolframkarbidpulver (WC)
4) Innveiing av ingrediensene
Ulike WC-pulver og bindemiddel Kobolt (Co)-pulver blir sett på som råmaterialet for produksjon av sementert karbid. Etter innveiing av WC, Co og andre tilsetningsstoffer til foreskrevet sammensetning og hardmetallkvalitet, blandingen våtmales.
5) Fresing
Fresingen har effekt på både karbidkorn og homogeniteten til slurryen. Freseprosedyren er viktig for å oppnå homogent hardmetall etter sintring.
6) Spraytørking
Etter maling må slurryen tørkes, for eksempel ved spraytørking til pulverform. Dette"Klar til å trykke"(RTP) pulver består av sfæriske agglomerater av bestanddelene.
7) Blandingstest
Presseegenskapene og sammensetningen av RTP-pulveret er viktig for den følgende prosessen. Størrelsen og formen på RTP-pulveret måles. Videre må pulveret ha god flytoppførsel for å jevnt fylle hulrommene i et presseverktøy.
8) Komprimering
Produksjonen av sementert karbid begynner å presse RTP-pulver til kompakte materialer. Ulike metoder for komprimering av RTP-pulver:
-Uniaxial dysepressing: gir høy reproduserbarhet i form, relativt høye faste og lave variable kostnader.
-Kald isostatisk pressing (CIP): For produkter med former som ikke egner seg for uniaksial pressing, lave faste og høye variable kostnader.
-Ekstrudering: For hardmetallstenger: høye faste og lave variable kostnader.
9) Myk bearbeiding
I noen tilfeller blir kompaktene mykt maskinert eller grønnformet til en riktig form før sintring.
10) Sintring
Sintringen er det siste prosesstrinnet hvor hardmetallet får sine egenskaper som et høyfast ingeniørmateriale. Sintringsprosessen utføres ved så høy temperatur at det smeltede bindemidlet kan kombineres med toalettet. Sintringen kan gjøres med eller uten høyt isostatisk gasstrykk (HIP)
11) Maskinering
Etter sintringen har presskroppen gjennomgått en krymping på ca. 50 volum-%. Noen CC-emner er klare for utsendelse etter sintring. De fleste emner er maskinert på forskjellige måter, for eksempel EDM, dreiing, boring, sliping, for å lage ferdig verktøy.
12) Kvalitetskontroll
En kvalitetskontroll utføres av hardmetallbitene før forsendelse: dimensjon, form og fysiske egenskaper er kontrolleres før godkjenning av wolframkarbidstengene.
Det sies at wolframkarbid var tenner i den moderne industrien, vi tror det og vi har gjort en innsats for å lage tennene mer skarpere de siste 10 årene. Og det er alltid i tankene å tilby vår beste service til enhver klient til enhver tid. Hvis du er interessert iwolframkarbidstengereller har spørsmål om det, vennligst kontakt oss direkte sales1@jxcarbide.com .
 Karbidvals Sementerte karbidvalsringer/karbidvals/wolfram
Karbidvals Sementerte karbidvalsringer/karbidvals/wolframWolframkarbidrullering er et metallurgis
 Tilpassbar wolframjiggfiskejigg
Tilpassbar wolframjiggfiskejigg97 % wolfram med høy tetthetRask produk
 wolframkarbiddannende dyse
wolframkarbiddannende dyseSementert hardmetall for kaldkurs: presi
 Hardmetallskjæreverktøy for sliping av hardmetall/runde hardmetallstenger, Cermet metallstenger
Hardmetallskjæreverktøy for sliping av hardmetall/runde hardmetallstenger, Cermet metallstenger1. 100 % jomfruelig råmateriale2. Høy
 JX174 Avtakbare innskruede dekkpigger Hjulsnø Karbidpigger
JX174 Avtakbare innskruede dekkpigger Hjulsnø KarbidpiggerJinxin-bolter er mye brukt i Nord-Europa
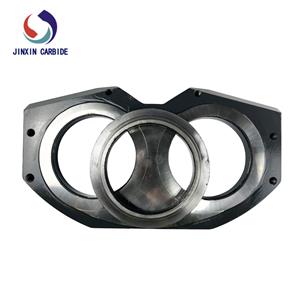 Sliteplate og ring for betongpumpe
Sliteplate og ring for betongpumpe1. Vare: sliteplate og skjærering for b
| WeChat/telefon : | +86 15573301853 |
|---|---|
| Fax : | +86-731-22332243 |
| Email : | jinxin012@ojinxin.com |